

PREVENTING GALLING IN STAINLESS STEEL THREADED FASTENERS
Austenitic stainless steels are widely used for corrosion resistant bolting. One of the major problems in the use of stainless fasteners is that disassembly is difficult because nuts and bolts seize. This phenomenon is known as galling and it is most prevalent with intermittently operated, slowly sliding surfaces.
Thread galling seems to be the most prevalent with fasteners made of stainless steel, aluminium, titanium, and other alloys which self-generate an oxide surface film for corrosion protection. During fastener tightening, as pressure builds between the contacting and sliding thread surfaces, protective oxides are broken, possibly wiped off, and interface metal high points shear or lock together. This cumulative clogging-shearing-locking action causes increasing adhesion. In the extreme, galling leads to seizing - the actual freezing together of the threads. If tightening is continued, the fastener can be twisted off or its threads ripped out.
Here are suggestions for dealing with the problem of thread galling when using stainless steel fasteners:
- Slower rotational speeds: Slowing down the installation rotational speed will frequently reduce, or sometimes solve, the problem. The heat generated during tightening increases as the speed that the threaded bits are assembled at, increases. As the heat increases, so does the tendency for the occurrence of thread galling.
- Lubrication: Lubricating the internal and/or external threads can eliminate galling. The lubricants should contain substantial amounts of molybdenum disulfide, graphite, mica, or talc. Be aware of the end use of the fasteners before settling on a lubricant. Stainless steel is frequently used in food related applications, which requires specific lubricants. Lubricants can be applied at the point of assembly or pre-applied as a batch process.
- Using different alloys: Using different stainless alloy grades for the bolt and the nut reduces galling. The different alloys in the mating assembly will have different hardness values. If one of the components is grade 316 and the other is grade 304, the combination would be less likely to gall than if it is of the same alloy grade. This is due to the different work-harden rates between the two grades. However, it is important to ensure that the suggested grade meets their corrosion requirements of the design. In the case of 304 nuts on 316 bolts the difference between the two grades on the galvanic scale is very small. This means that the possibility of galvanic corrosion is mitigated. It is preferential to use a hardness difference of at least 50 Brinell between the nut and bolt.
- Design and quality control:
- Surface finish: It is interesting that highly polished surfaces (Ra <0.25 μm) or very rough surfaces (Ra >1.5 μm) tend to gall more. Cold rolled surfaces perform better under galling conditions since they tend to be smoother than machined surfaces. Machined threads should be carefully deburred before assembly. On the other side of the scale, significant galling problems may be experienced with electropolished surfaces which can be very smooth. However, electropolishing smooths rough edges and for this reason is an advantage in reducing galling tendency.
- Goodness of fit: Parts should be dimensionally tight enough to prevent vibration and wear with consequent roughness which might facilitate galling. However, sufficient clearance is required to avoid fouling during assembly.
- Quality control: As with all stainless steel components, good housekeeping is needed to exclude dirt or abrasive materials from between mating surfaces. It is also important that the thread profile match, i.e. diameter, clearance, and thread form. Separation and traceability in storage is of key importance.
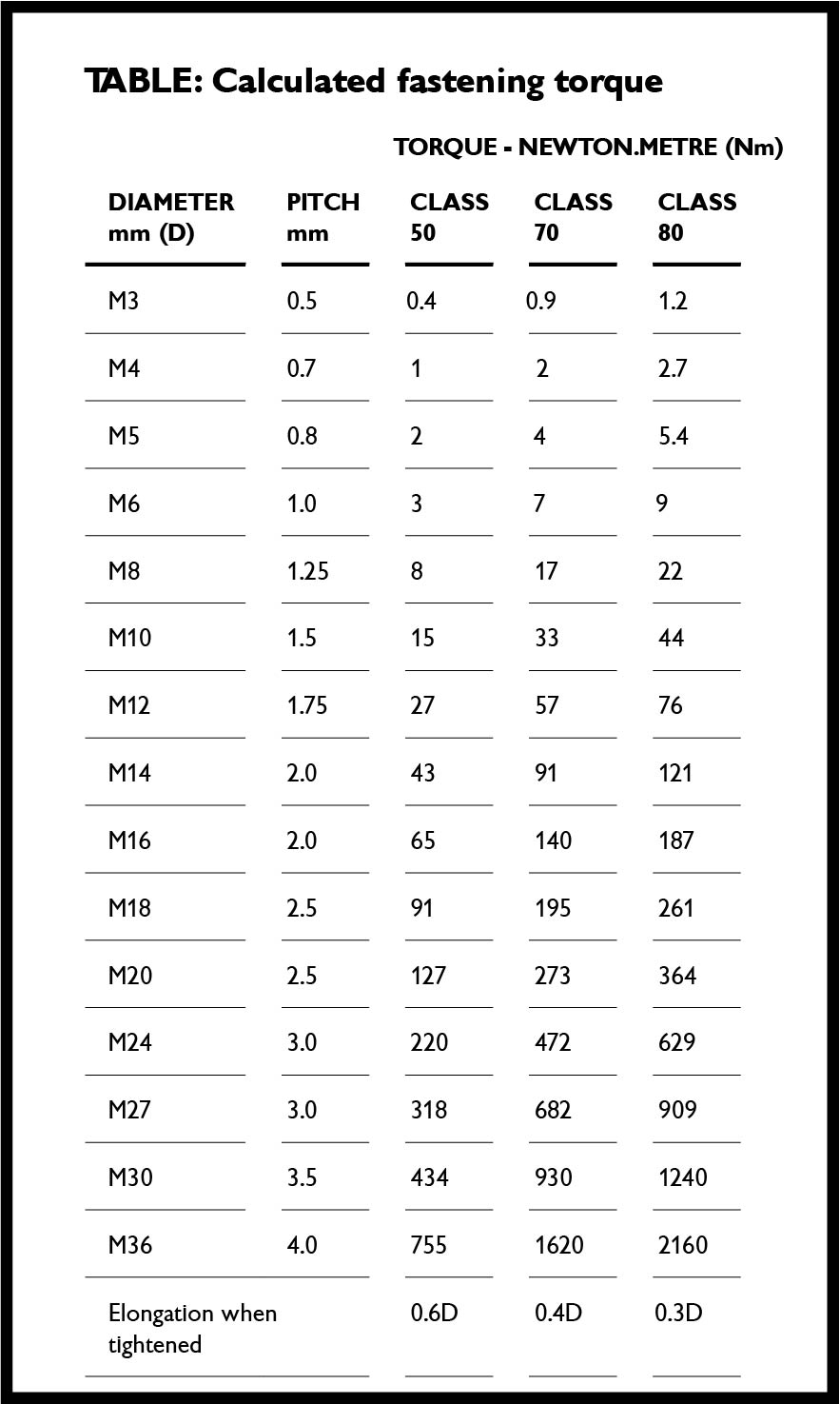
- Control: Use a torque wrench and the correct force for the material class and surface conditions
Torque and galling data:
The table below shows torque values for several material pairs according to ASTM G98. It indicates the threshold stress where galling would start for different materials in contact with 304 grade stainless steel. Brinell hardness values are used.
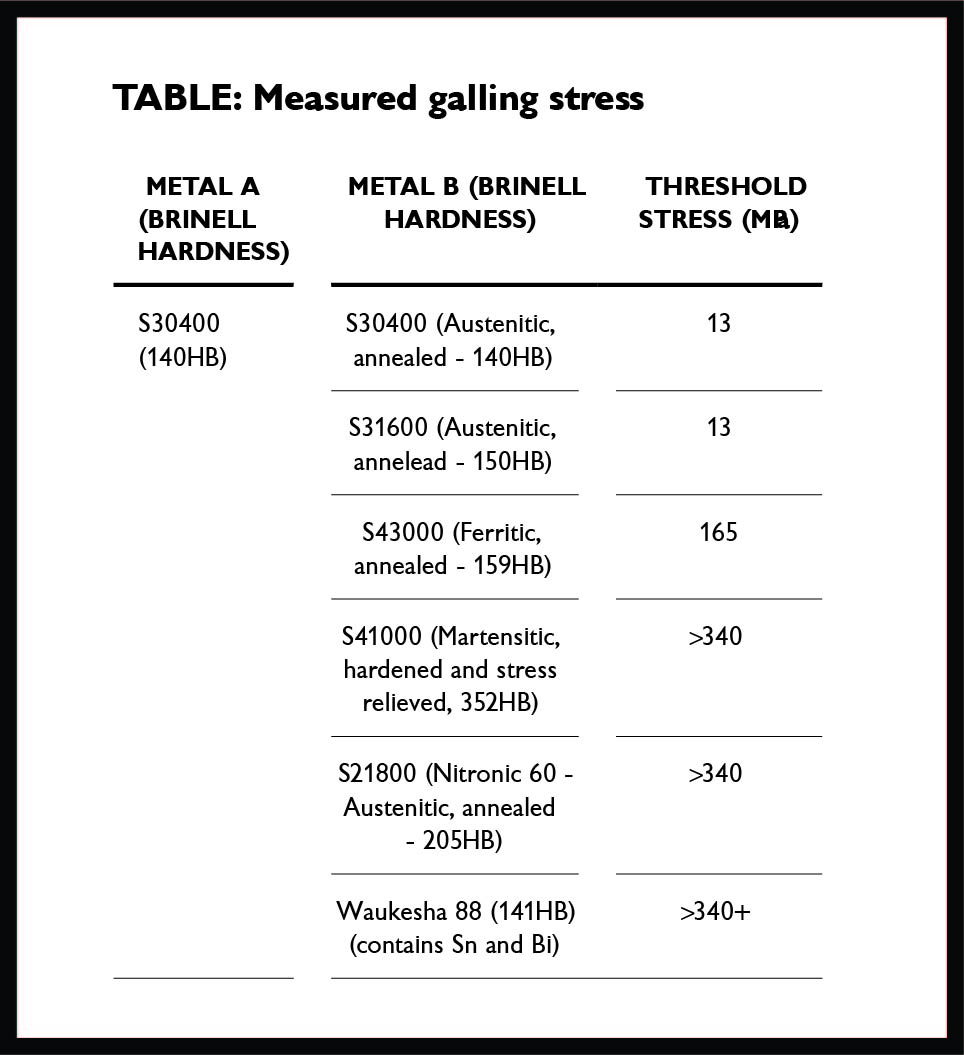
Tables Courtesy of ASSDA
