3CR12: THE COST-EFFECTIVE METAL OF CHOICE
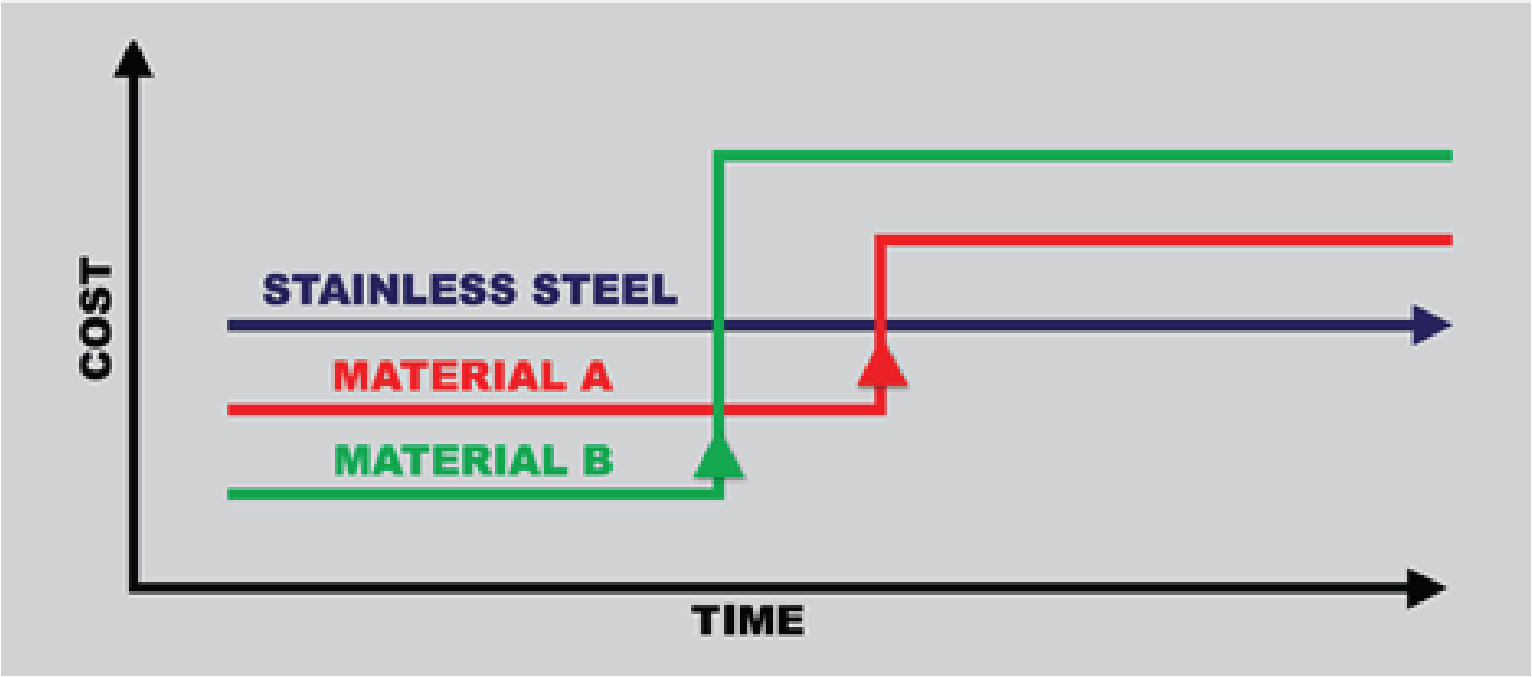
The manufacturing industry as a whole is under great strain, especially in this tough economic climate. With these pressures in mind, one has to consider the financial attributes to any project, structure or equipment. Corrosion is a phenomenon that plagues most industries and has dire financial consequences due to reduced equipment lifespan. Stainless steels are known to withstand very harsh operating conditions and are therefore specified in applications requiring superior corrosion resistance. There is however an industry perception that stainless steel is very expensive. This is where the importance of life cycle costing (LCC) must be used as it considers the total project cost implications; taking into consideration the initial material cost, fabrication costs, maintenance and refurbishment costs, cost of lost production due to downtime and possible replacement cost over a defined products’ lifespan. In most applications, stainless steel becomes the most cost-efficient and realistic solution.
Corrosion is defined as the process of gradual destruction of materials by a chemical reaction with its environment. It degrades the useful properties of metals and structures including strength and their structural integrity as a result of mass loss and inevitably perforation. For example, carbon steels are made from iron and a combination of other alloying elements. Without any surface protection, they tend to form a coating of rust (iron oxide) which is brittle and exfoliates, exposing a new fresh surface of steel to be attacked by the immediate environment. This cycle continues with devastating effects on equipment and structures. Stainless steel also contains mostly iron but also contains chromium that forms a thin, tenacious and self-repairing passive chromium oxide layer on the surface of the steel. This oxide layer gives the steel its characteristic corrosion resistant properties in most environments. The steel must contain a minimum of 10.5% chromium for this passive layer to form. Stainless steel is known for its superior corrosion resistance and mainly used in the bare mill finish without the need for additional protective coating systems to enhance corrosion protection.
In the 1970s, Columbus stainless developed 3CR12®, a Chromium Containing Corrosion Resisting steel with a nominal 12% chromium. This utility stainless steel was originally designed to bridge the gap between coated carbon steels and the higher grades of stainless steel in structural applications. 3CR12® is considered a durable, multi-functional and adaptable metal, whilst still upholding the other benefits of stainless steels. These include:
- strength – similar to most structural mild steels;
- good corrosion resistance and excellent properties in wet-abrasion conditions; and
- good welding properties, even in thick sections greater than 8mm (even up to 30mm).
Applications are widespread and include materials handling environments in mines and coal wash plants. It is used for applications such as ore cars and wagons, chutes and launders as well as shaft steelwork, chimney stacks, ducting, roofing and cladding (most commonly poultry and piggery buildings), walkways including grating, handrails, stairs, electrical boxes and security fencing. It is also widely used in sewage processing plants, municipal water storage tanks and even in the food industry for various processing equipment and conveyor systems.
Below, we have selected two practical examples of the impact of life cycle costing on material choice, to show the importance of selecting the correct metal of use for cost savings.
Case study: Coal wagons
 In 1985, trial coal wagons were manufactured out of 3CR12® in the hot rolled and annealed (HRA) condition. These wagons are used to transport coal between Ermelo and Richards Bay. They have a payload of 80 tons and make the journey roughly five times a week. Before 3CR12® the wagons were made from Cor-Ten, but these only lasted 8-12 years, with refurbishment required after 5 years due to heavy corrosion damage.
In 1985, trial coal wagons were manufactured out of 3CR12® in the hot rolled and annealed (HRA) condition. These wagons are used to transport coal between Ermelo and Richards Bay. They have a payload of 80 tons and make the journey roughly five times a week. Before 3CR12® the wagons were made from Cor-Ten, but these only lasted 8-12 years, with refurbishment required after 5 years due to heavy corrosion damage.
Over the years, inspections of these coal wagons have been conducted, of note, the study done in 2012, after 27 years of service. The wall thickness of these coal wagons was measured using extensive ultrasonic thickness measurements. The mild steel wagons recorded corrosion-abrasion wear loss of 160μm/yr. This is attributed to the surface rust or iron oxide being removed, exposing fresh steel. The fresh steel in an oxidising environment reverts to its natural iron oxide state, forming a continuous corrosion cycle.
Compared to mild steel, stainless steel forms a very thin, tenacious oxide layer which gives it its characteristic corrosion resistance. The metal loss of 10μyr was recorded for 3CR12® wagons in this application. From these measurements, 3CR12® coal wagons in this environment have a predicted total life of 65 years. Mild steel wagons would have to be replaced 8 times in this time, increasing costs and potential lost production time. (Note: Initial projections were 20-year lifespan, however, the stainless steel units have surpassed this estimation three-fold and counting.)
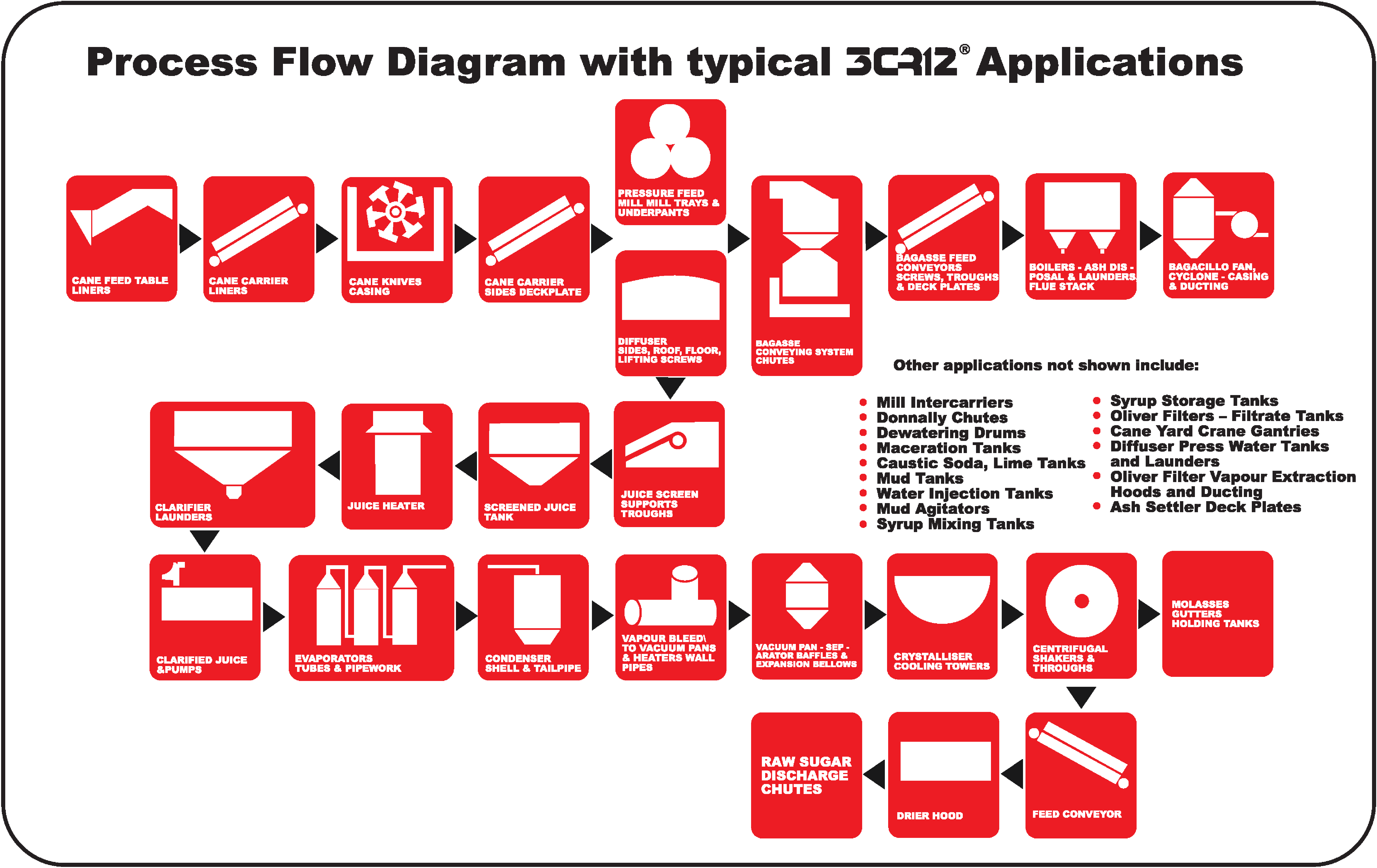
Case Study: 3CR12 in the Sugar Industry
Stainless steels were first introduced into the South African sugar industry over 40 years ago. Before this, carbon steels were predominantly used for the structural and processing equipment, with stainless steels’ only used in form of 430 tubes. Even then, the stainless steel industry was met with great resistance to use stainless steel in the sugar processing plants due to its perceived high cost, which deemed it not suitable for the industry. Since its development, 3CR12® has seen worldwide success in the sugar industry and is used from cane handling to the final product.
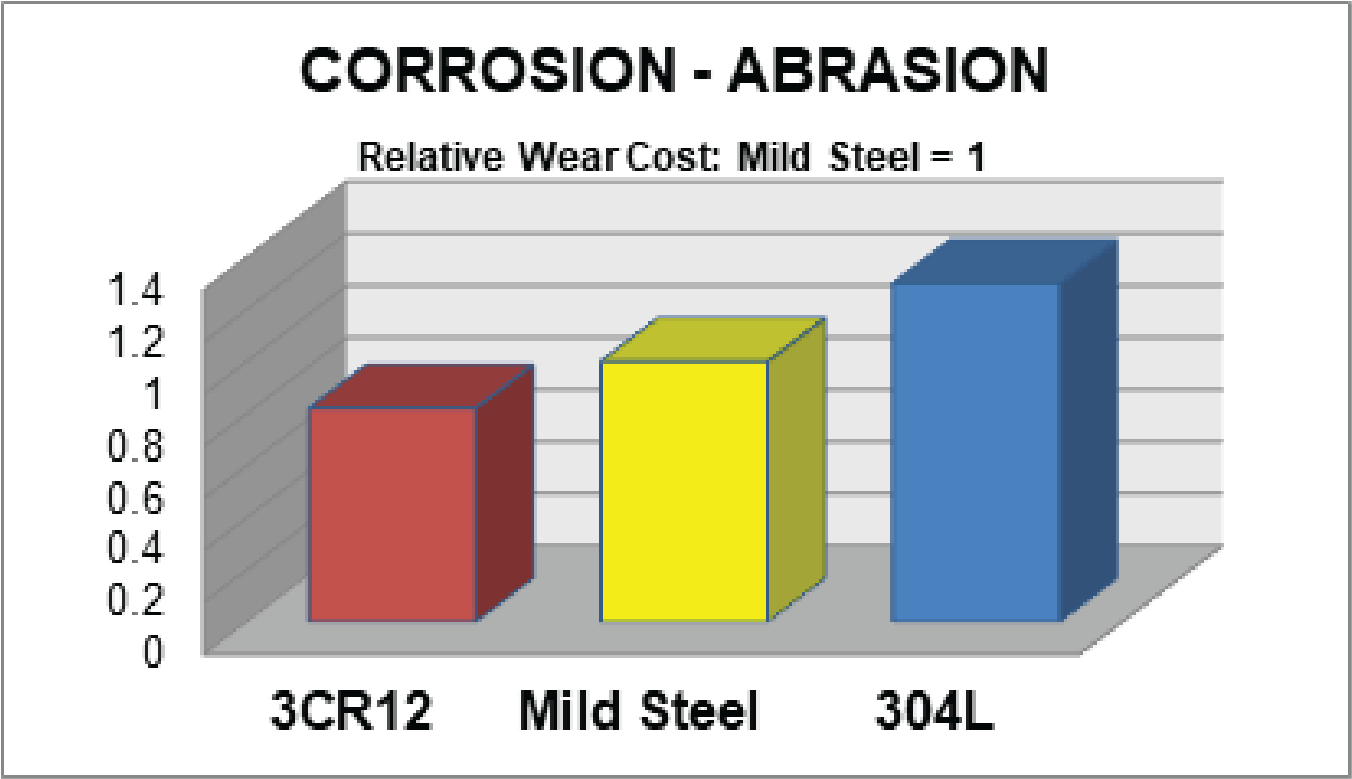
During the sugar manufacturing process, the input sugar cane is not washed before cutting and crushing in the mills. Together with the cane, there is a presence of sand and stone, which contribute to the aggressiveness in prevailing wet abrasion corrosion conditions that exist. With mild steel, abrasion removes the corroded layer and exposes fresh reactive surfaces for further corrosion to take place. This exaggerates the high maintenance costs due to the replacement and repair of equipment due to corrosion and wet abrasion corrosion. 3CR12® excellent wet sliding properties and corrosion resistance improve both the longevity of the handling equipment and the flow of materials in this equipment. When cost per unit loss by corrosion abrasion is taken into account, 3CR12® exhibits a far superior performance to other grades tested. See graph below.
This has made it popular in most cane handling and bagasse applications (e.g. liners on cane carriers and deck plates on inter-carrier and disposal carriers), flue gas ducts, vapour extraction hoods, mud agitators, syrup storage tanks and sugar storage bins. The major advantages obtained with the use of 3CR12® in the sugar industry since the 1980’s include:
- savings in the initial installation due to the reduction of wall thickness: high strength and corrosion resistance result in less corrosion allowance. For example, wall thickness savings of up to 18% have been reported for conveyor belt side plates on initial installations;
- increased life expectancy of the equipment by 5 to 10 times that of mild steel;
- reduction in maintenance (i.e. cleaning, refurbishments) and production downtime.