

THE CONTRACT: High integrity fabrication of 120 tons of ASTM A240 Type 304L stainless steel turbine integral steam piping and fittings for Nuclear Power Station. This contract was won against international competition with help from Southern Cross Steel.
PROJECT MANAGEMENT: Babcock Equipment Company on behalf of Koeberg.
 FABRICATOR: Krugersdorp Engineering (Pty Limited which was originated in 1969 to operate exclusively in the field of medium to heavy fabrication of stainless steel to customers’ requirements.
FABRICATOR: Krugersdorp Engineering (Pty Limited which was originated in 1969 to operate exclusively in the field of medium to heavy fabrication of stainless steel to customers’ requirements.
The company operates from premises in Chamdor near Krugersdorp. This contract was fabricated in the Special Projects Division which was established during 1980 thus adding an additional 60% to Krugersdorp Engineering's existing capacity.
Krugersdorp Engineering recently completed the fabrication of 120 tons of large diameter piping and fittings for Koeberg Nuclear Power Station. Pipes were 836mm in diameter x 10mm wall thickness and 1200mm diameter x 12mm wall thickness. Both lateral and tee fittings were fabricated.
RAW MATERIAL: Plates supplies by Southern Cross Steel and the strict quality assurance requirements necessitated pre-delivery checking of the mechanical and physical properties of the steel at the mill at ingot stage, and also a visual inspection after final rolling, annealing and pickling of the plates.
WELDING PROCUDURE: The plates, having been welded together and roll formed, were then welded longitudinally into pipes using submerged-arc welding techniques. These pipes were then placed on automated pre-set rotating rolls controlled to rotate the pipe at the correct speed to match the Sub-Arc Welding performing the circumferential welds.
QUALITY ASSURANCE: Although a non-nuclear island fabrication, the contract was covered by strict quality assurance requirements. Plate identification was repeated upon receipt of the material at the works, and plate edge preparation was checked by dye penetrant examination.
After rolling into cans and tacking, the fit up was checked prior to sub-arc welding. The radiographic specification called for the use of double film technique and individual film as well as the combination density and sensitivity was strictly controlled. This technique of using a double film is designed to eliminate film defects as a basis for rejection. A weld-defect rate of less than 1% was recorded.
Full traceability was maintained throughout the fabrication process and plate, weld, welder and procedure identification is on record. A data book was produced for each item.
Intersection welds were 100% radiographed.
In accordance with the requirements of ASTM A409, each 60 metres of welding was sampled, and chemical and mechanical testing carried out.
POST FABRICATION TREATMENT: After fabrication and permanent marking, the pipes and fittings were beveled for site welding, cleaned, pickled, and passivated. After final inspection each piece was wrapped to protect it against contamination during transit, and dispatched to site by road transport.
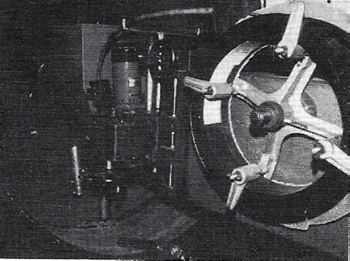
Large diameter tubes for Koeberg rotating at speed to match the speed of the sub-arc welder

Krugersdorp Engineering’s special projects division established during 1980
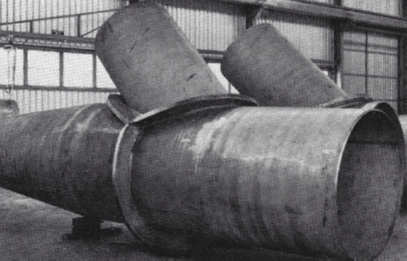
Turbine integral steam piping fabricated by Krugersdorp Engineering for Koeberg