The Critical Link Between Process Performance and Material Integrity

Stainless steel plays a pivotal role in the success and longevity of hydrometallurgical plants. These operations run at the edge of chemical and mechanical limits, making material performance non-negotiable. The choice of fabrication materials, particularly stainless steels, can reinforce or completely undermine the work of process specialists. This article explores the unique corrosion challenges within hydrometallurgy, explains essential principles of stainless steel selection, and introduces a Life Cycle Costing (LCC) tool to guide cost-effective, long-term material decisions.
Background
Stainless steel is a young material, just over 100 years old, and continues to evolve with new grades developed for specific applications. While there are over 200 grades in the stainless steel family, they can be grouped into five distinct categories. For hydrometallurgical plants, the focus is on the
more noble or highly alloyed austenitic grades, as well as duplex grades.
The basic differences between austenitic (nickel-containing) materials and plain chromium (ferritic) grades highlight why Austenitics are suitable for hydrometallurgical applications. Austenitic stainless steels are both weldable and formable, and contain higher levels of chromium, nitrogen, and molybdenum compared to Ferritics.
While nickel does not directly improve corrosion resistance like chromium does, it allows higher chromium levels to be added, enhancing the passive protective layer. Molybdenum boosts resistance to localised corrosion such as pitting. Nitrogen is added to increase mechanical strength, since
carbon levels are restricted in stainless steels. It also plays a key role in resisting pitting and crevice corrosion.
However, austenitic grades containing 5 to 20% nickel are prone to stress corrosion cracking. When exposed to elevated temperatures, chlorides, and tensile stress, they may fail unexpectedly due to the formation and propagation of fine hairline cracks.
Ferritic grades are not susceptible to stress corrosion cracking, but cannot be effectively welded in thicknesses greater than 3 mm. This practical limitation is overcome by duplex stainless steels, which combine ferritic and austenitic crystal structures. In duplex alloys, austenitic grains may
crack, but the surrounding ferritic structure impedes crack propagation. Duplex grades can experience this type of cracking, but typically only at temperatures above 100°C and under high chloride concentrations.
Commonly Extracted Metals
Hydrometallurgical processes are used to extract and refine various metals, including:
- Zinc (Zn)
- Copper (Cu)
- Nickel (Ni)
- Platinum (Pt)
- Cobalt (Co)
These plants use aqueous solutions to recover metals from ores, which means corrosion mechanisms are classified as wet corrosion. In wet corrosion, both temperature and solution concentration are crucial. A general rule is that corrosion rates double with every 10°C increase in
temperature.
Process Stages and Material Use
Hydrometallurgical processes often involve the use of hot, pressurised sulphuric acid. Stainless steels are commonly used in process tanks, reactors, and cathode plates for electrowinning. The leaching stage is typically the most corrosive, due to the combination of high temperatures, pressures, and acid concentrations.
In copper production, ores are oxidised in heaps or reactors during leaching. This is followed by solvent extraction and electrowinning, which deposits copper on stainless steel cathodes. Poor material selection may cause pitting on cathode plates, making copper removal difficult.
During dewatering, separation, and washing, thickeners are employed. Grade 2404 performs well in uranium extraction, while grade 2101 is effective for copper and cobalt.
Leaching is not always acidic. For lithium hydroxide production, the environment is alkaline, using sodium carbonate at 20 bar and 200°C.
Material Selection Factors
Key considerations for material selection include:
- Internal environment
- Service temperature
- External environment
- Structural requirements
- Fabrication processes
- Life Cycle Costing (LCC)
Sulphuric Acid Resistance
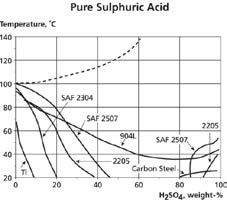
Sulphuric acid is the most commonly used chemical in hydrometallurgical applications. Iso-corrosion diagrams are the best analytical tool for material suitability. In these diagrams, areas below the line indicate corrosion rates under 0.1 mm/year, considered acceptable.
For example, grade 904L, developed specifically for sulfuric acid, covers the full concentration range if kept below certain temperatures. Grade 316L is only suitable at extremely low and high concentrations. Titanium and carbon steel can also perform well at these extremes. Although not shown, grade 254SMO performs effectively across the full range.
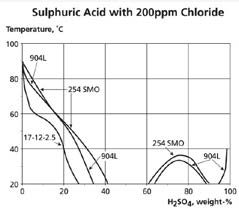
Impurities and Chloride Effects
In real-world scenarios, sulfuric acid is rarely chemically pure. Halides, especially chlorides, severely impact stainless steel performance. Chloride presence combined with higher temperatures worsens corrosion resistance. At 200 ppm chloride, even 904L and 254SMO lose protection across much of the concentration spectrum, particularly between 40–60%. Material selection must then prioritise lower temperatures.
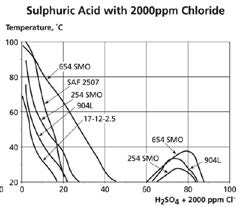
With over 2000 ppm of chlorides, protection at high acid concentrations diminishes significantly, although performance improves at lower concentrations and higher temperatures.
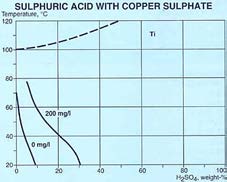
Metal Ions and Localised Corrosion
Metal ions present in the solution also influence corrosion behaviour. Pure sulphuric acid typically causes uniform corrosion, but metal ions act as oxidisers, strengthening the passive chromium oxide layer and improving corrosion resistance. However, high metal ion concentrations and elevated temperatures increase the risk of localised corrosion such as pitting. Alloy additions like molybdenum and nitrogen can mitigate this risk.
Environmental Scenarios
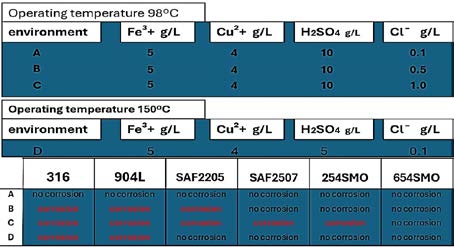
A summary of typical plant conditions is shown in the following scenarios:
- Scenarios A - C: Sulphuric acid, varying metal ion and chloride concentrations at 98°C
- Scenario D: Conditions at 150°C
Grade 316 is only suitable for scenario A, while grade 654 SMO performs well in all cases. Though this alloy performs best, cost remains a key consideration in selection.
Important Warnings
- Iso-corrosion diagrams are based on laboratory data.
- Real-world conditions often vary.
- Always validate material selection under operational conditions.
- Consider erosion resistance alongside corrosion resistance.
Hydrometallurgical slurries are abrasive. Erosion is a combined effect of wear-induced corrosion and corrosion-induced wear. Lab tests show similar erosion resistance in grades 316L, 904L, and 2205. Grades 2507 and Lean Duplex 2101 show higher erosion resistance and should be tested in the field, as erosion rates vary with flow rates and pressures.
Life Cycle Costing (LCC)
LCC accounts for acquisition, fabrication, installation, operation, maintenance, downtime, and replacement costs. Material resale or recycling value at end-of-life can be deducted from total cost.
Case Study: Walkway Material Selection – Chile
A plant in Chile needed a 30-year walkway solution over a highly corrosive area. Options included:
- Mild Steel: Lowest upfront cost, coated. Requires maintenance
- 3CR12: Unpainted, cleaned every 15 years with high pressure water.
- Lean Duplex: Higher cost, superior performance. Lower weight requirements reduce initial cost.
Findings:
- 3CR12: ~50% of mild steel cost
- Lean Duplex: ~77% of mild steel cost
- End-of-life material value affects total LCC
Summary
Stainless steels include over 200 grades designed for specific uses.
- They offer excellent corrosion resistance with strong LCC advantages.
- Hydrometallurgical plants are highly specialised and complex.
- Always consult with experts for material selection