

Introduction
 Sassda was formed to assist in increasing the awareness and correct usage of stainless steel in Southern Africa. It offers a wide variety of services such as technical information, advice, education, training and skills upgrading. It does this through a strong membership base, technical publications and general industry support.
Sassda was formed to assist in increasing the awareness and correct usage of stainless steel in Southern Africa. It offers a wide variety of services such as technical information, advice, education, training and skills upgrading. It does this through a strong membership base, technical publications and general industry support.
As part of this mandate, it is Sassda’s role to ensure the correct use of stainless steel in all applications, including the architectural, building and construction industries.
Stainless steel is unique in terms of its life cycle costing and this is mainly due to the material’s ability to resist corrosion. However, stainless steel is not just one metal, but rather a group of steels with different characteristics and properties in order to provide value in a wide variety of applications.
It would therefore be imperative for the architect, consulting engineer, quantity surveyor, as well as the end-user, to have a good understanding of the stainless steel family. It is important to evaluate the environment for corrosive issues before finalising the grade selection and design details.
This document acts as guide for the correct selection, design, fabrication and installation of stainless steel components in order to ensure an esthetically pleasing end-result over its intended lifespan. Lastly it is important to note that contrary to what the name implies, stainless
steel is also subjected to discolouration and even corrosion. Therefore a simple cleaning routine is required to keep stainless steel in top condition.
Sassda offers a very useful booklet on care and maintenance of stainless steel in and around the home. Sassda can also assist in terms of providing relevant literature and training and can provide support during site evaluation and grade selection.
Grade and finish of stainless steel
 The grade and surface finish of stainless steel products are of great importance since it will determine the corrosion resistance and durability of the product. The following guidelines for grade selection are critical and should be adhered to as far as possible.
The grade and surface finish of stainless steel products are of great importance since it will determine the corrosion resistance and durability of the product. The following guidelines for grade selection are critical and should be adhered to as far as possible.
- Suppliers must adhere to the grade of stainless steel as specified, and no alternatives are permitted without written consent from the specifier.
- It is recommended that grade AISI 316, AISI 444, 2101 or better be used for exterior applications within 4km of the sea, with a mechanically produced surface finish of at least a #400 grit (Satin finish) or 600 grit (“mirror” finish). It is highly recommended (especially for coastal conditions) that the mechanical finish receives a final electro-polishing. (Please refer to ranking list on P10 for a grade comparison.)
- If the stainless steel is likely to be immersed in sea water or be subject to splashing by sea water, contact Sassda for material specification and surface finish recommendations.
- Grade AISI 304 or better may be used inland for both interior and exterior applications. Ferritic grades can be used for interior decorative applications. The finish may be 180 grit, 400 grit, 600 grit or “brushed” No. 4 (180 grit).
- Grade AISI 430 and AISI 409 may be used in exceptional cases, but it is advised to contact Sassda prior to specification or installation to ensure that the grade is suitable for the application.
- Products with a directional brushed finishes should be designed so that the brush direction is vertical. This is to facilitate the run off of contaminants that would otherwise remain and possibly cause the onset of corrosion.
- The finishes must also be adhered to in order to obviate mismatching on site, especially when other contractors are involved.
- Finishes applied on site should match as closely as possible those of the workshopfabricated article.
- Any subsequent mechanical polishing must be cleaned thoroughly with water to remove any residues and treated to ensure the integrity of the passive layer on the material surface.
- Insist on Material Test certificates (in accordance with EN10204) for all stainless steel products purchased. This information then needs to be checked against the raw material (input physical material) - be it flat product, section, tubular, etc. Where this is not possible due to polished finish, or size, or manufactured product, a letter of conformance or compliance must be requested from the fabricator, installer or raw material supplier.
- The grades of Stainless Steel (AISI 304, AISI 316, AISI 444, 2101) mentioned in this document are those grades fit for the specified purpose. It is available in flat product, section and tubular formats. Products should be fabricated by fabricators well versed in the manufacture of architectural products from stainless steel. Names of suitable fabricators and suppliers are available from the website.
- Upon recommendation of grades other than those mentioned above, it is recommended that you contact Sassda as to the suitability and availability of those grades as well as the recommended surface finish.
- Stainless steel flat product is supplied in the finishes 2B, BA, #3 and #4 as standard ex stock items, but other finishes are available, including patterned and coloured.
Protection of the surface finish
 As mentioned earlier, the grade and surface finish of stainless steel products are of great importance since it will determine the corrosion resistance and durability of the product. The following guidelines should be adhered to as far as possible.
As mentioned earlier, the grade and surface finish of stainless steel products are of great importance since it will determine the corrosion resistance and durability of the product. The following guidelines should be adhered to as far as possible.
- Care must be taken both by the supplier during delivery, during fabrication, and on-site to protect the finished article from contamination and mechanical damage. Where practical, stainless steel components should be installed after the completion of other building trades.
- The articles should be wrapped with a protective plastic film. Stainless steel will suffer contamination especially where “Spirit of Salts” or acid is being applied to surrounding brickwork/concrete during the cleaning-up process.
- Following laser cutting or plasma cutting, the cut (heat affected) area needs to be pickled and passivated. Following welding and fabrication, the finished article will again need to be pickled and passivated.
- Care must be taken to ensure there is no contamination from the grinding of mild steel and where brick cutting takes place.
- At all times dedicated grinding discs, cutting wheels, polishing wheels, etc. must be used. Do not use discs or wheels that have previously been used on mild steel or masonry.
- To ensure the highest corrosion resistance possible of the stainless steel, all welded items must be pickled using commercially available pastes, gels or solutions or ground to remove weld discolouration, and then thoroughly washed with water to remove all traces of acid, followed by passivation. Passivation is the process through which the thin passive layer on the surface of the steel is reformed after its removal by the pickling acids. This is an important step critical for ensuring longevity of the product.
- The stainless steel fabricated and welded on-site area should be cleaned and then mechanically polished or buffed to match as closely as possible the parent article and general finish required.
Handrailing, balustrades and stanchions
 These tubular products fulfil an aesthetic role as well as a highly functional when it comes to safety on balconies, stairs etc. It is a good starting point to ensure that the materials that will be used conforms to certain specifications.
These tubular products fulfil an aesthetic role as well as a highly functional when it comes to safety on balconies, stairs etc. It is a good starting point to ensure that the materials that will be used conforms to certain specifications.
In most cases handrailing, balustrades and stanchions will be fabricated from tubular sections. It is important to note that all tubular products supplied should conform to ASTM A554/03 with the dimensional size tolerances shown in ASTM A450 / A450M-02, or ISO 1127 D3T3. The Test Certificate supplied by the manufacturer is the only record of the conformance and must bear the name of the manufacturer, grade, specification, finish and size dimension, as well as full mechanical and chemical properties. Test certificates must be issued in accordance with EN10204. Type 3.1 or Type 3.2. The test certificates must accompany the goods when the tube is delivered to the fabricator. The relevant heat number/s must be shown clearly on each delivery note / waybill, as well as on each invoice.
The diameter, thickness, grade of Stainless Steel, together with the finish of all the material offered, whether in tubular or plate form, must be clearly stated on the material order. Failure to comply with the specified requirements will be for the suppliers account. Keep the following in mind when fabricating and installing handrailing, balustrades and stanchions:
- When utilising grade AISI 316, AISI 444 or 2101 on external coastal applications, mechanical 400 grit or 600 grit (“mirror”) finish followed by electro-polishing, is the preferred finish.
- All intersections between uprights and intermediate rails should be fully welded. If this is impractical, the intersections should be tack-welded at the six-o-clock position of the hole in the upright, except on external coastal applications where the tack-weld must be done at the four o’clock or eight o’clock position on the side of the upright not easily visible to the eye. In this instance, the intersections should be fully sealed with a suitable, flexible chloride-free sealant. The method of sealing of holes and crevices should form part of the contract. A weep-hole can be introduced at the floor level of the tubular uprights to allow liquids to drain. The same applies to “stub-on” joints, “dead legs” or any configuration/ hollows where moisture can settle.
- On tubular balustrade systems, angle deviations in the top rail and intermediate rails must be specified as either being by means of mandrel-pulled bends or, alternatively, by means of on-site mitre joints. For pulled bends, the top rail and intermediate rails should have a similar centreline radius.
- All butt joints must be fully circumferentially welded, preferably using the TIG or MIG welding method, ground smooth, pickled and passivated and then polished to match as closely as possible the finish of the parent material tube.
- Stanchions or uprights should be installed by means of either core drilling and fixing with a non-shrink grout, welding to steel stringers, or mounting to adequate base plates with a suitable chemical anchor system. When the base plate method is used, it would be preferable to have the plate and fasteners concealed by a pressed cover flange. All anchors should be stainless steel of the same or better grade as the balustrade system.
- If using a pin fix system, the diameter of the solid round bar should be not less than 20mm diameter and should be of the same grade of stainless steel as used in the balustrade itself.
- Care should be taken to ensure that hollow blocks are not installed where the stanchions are to be fixed.
- Base plates for stanchions must have a central hole into which the stanchion is inserted and then fully seal welded, or fully sealed with a suitable, flexible chloride-free sealant. The top surface finish of the base plate should match as closely as possible that of the supporting
stanchion. - Caps must be fully seal welded and finished to match as closely as possible that of the supporting stanchion.
- Avoid designs with flat horizontal surfaces where water can collect and leave high concentrations of contaminants. Design with brushed finishes vertical to facilitate run-off.
- Avoid crevices or other sheltered areas in the design such as cover plates, lap joints and even large washers to avoid crevice corrosion. Rather seal off these areas by welding or a suitable sealant.
Ironmongery
 All window fittings, door handles, light fittings and hinges should be supplied in grade AISI 316 or AISI 444 in coastal areas, whilst grade AISI 304 is suitable for inland regions. To confirm this, request a letter from the supplier confirming the grade of stainless steel. Screws, bolts and nuts should be in the same grade or higher and, once again, the manufacturer’s test certificates must be supplied, showing grade, size, mechanical and chemical properties.
All window fittings, door handles, light fittings and hinges should be supplied in grade AISI 316 or AISI 444 in coastal areas, whilst grade AISI 304 is suitable for inland regions. To confirm this, request a letter from the supplier confirming the grade of stainless steel. Screws, bolts and nuts should be in the same grade or higher and, once again, the manufacturer’s test certificates must be supplied, showing grade, size, mechanical and chemical properties.
Cable and wire
 End fittings for wire ropes must be of the same or better grade than the wire rope material being used, and the method of swaging will require that the swaged portion needs to be properly pickled, passivated and rinsed after swaging.
End fittings for wire ropes must be of the same or better grade than the wire rope material being used, and the method of swaging will require that the swaged portion needs to be properly pickled, passivated and rinsed after swaging.- Please note that extraneous matter does ingress into the cable and this needs extra cleaning.
- Manufacturer’s test certificates (in accordance with EN10204) for the stainless steel cable or wire must be supplied, showing producer, size, grade, mechanical and chemical specifications, as well as the heat numbers.
Welding
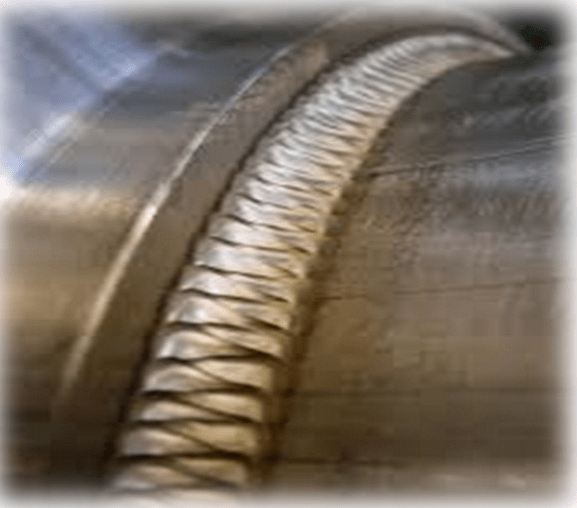 When welding stainless steel for the architectural industry very high standards of artisanship is required. Thin gauge welding is not easy and, albeit on thin sections, the welding must still conform to certain technical requirements regarding strength and quality.
When welding stainless steel for the architectural industry very high standards of artisanship is required. Thin gauge welding is not easy and, albeit on thin sections, the welding must still conform to certain technical requirements regarding strength and quality.
The following guidelines are important when welding stainless steel for this particular application:
- Only Experienced Stainless Steel welders should undertake the welding of stainless steel for architectural applications.
- Use, wherever possible, the TIG or MIG welding process. These processes minimise distortion and allow for neater joints. Care must be taken to avoid burn through, as this is virtually impossible to repair and could result in rejection.
- The type of consumable used for the welding must be equal to or better than the grade of material being welded.
- All welded joints should be cleaned to remove any welding residues by acid pickling and subsequent passivating or grinding. The affected areas should then be thoroughly washed and rinsed with water.
For more information on pickling and passivation, contact Sassda.
Extracts from the National Building Regulations
SABS 0400-1990 - The application of the National Building Regulations The document covers provisions for building site operations and building design and construction that are deemed to satisfy the provisions of the National Building Regulations. In certain cases, commentary and illustrations to amplify and explain the application of the deemed-to-satisfy rules are included. Information on standardization of the application of the regulations is contained in a commentary to Part A of the regulations.
Prevention from falling.
- Any flight of steps which contain more than three rises shall have protection on each side provided by a secure wall, screen, railing or balustrade which shall be not less than 1 metre high and so erected that any such wall, screen, railing or balustrade in any occupancy classified E2, E3, H1, H2 or H3 shall not have any opening that permits the passage of a 100mm diameter ball. Provided that such protection in any occupancy not being an occupancy classified E2, E3, H1, H2, H3 or H4 shall consist of at least a handrail with another rail midway between such handrail and the stair tread.
- Any flight of steps which contains more than five rises shall be provided with at least one continuous handrail extending the length of such light; provided that this requirement shall not apply to any building classified H4 or within the individual dwelling units in occupancy classified H3. Such handrail shall be securely fixed to such wall, screen, railing or balustrade of a height not less than 850 mm and not more than 1 m measured vertically from the pitch line to the upper surface of the hand rail. Such handrail shall be of such a design and be so fixed that there shall be no obstruction on, above, or near to it which may obstruct the movement of any hand moving along it.
- Subject to this, any flight which is less than 1.1 metre wide shall have a handrail on at least one side and where the width of any flight is more than 1.1 metre handrail shall be provided on both sides of such flight.
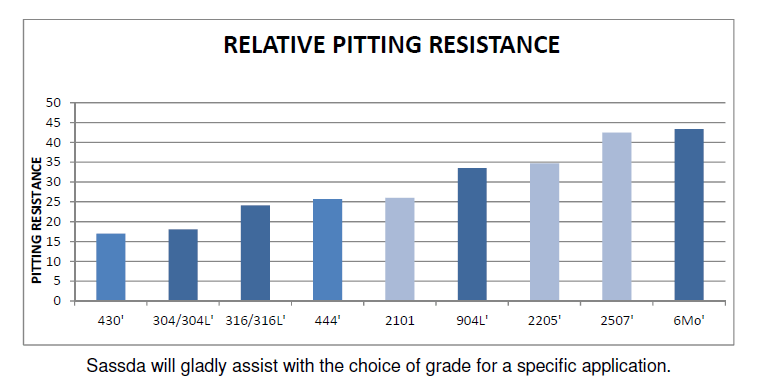
Ranking of stainless steel grades (based on PRE number)
Most architectural applications and also those in the construction industry will be exposed to the environment that will be in many cases corrosive. Pitting corrosion of stainless steel surfaces will be a factor to consider for applications exposed to chlorides and were the design does not allow for natural washing by rain. Crevices and “hidden” areas on the product will be running the risk of being the starting points for pitting or crevice corrosion in areas with high chloride contents such as outdoor applications close to the ocean. Stainless steels can be compared regarding their resistance to pitting corrosion on the following graph. This is based on the various Pitting Resistance Equivalent [PRE] numbers. The value of the number is based on the materials Molybdenum, Chromium and Nitrogen content. These elements guard against crevice and pitting corrosion.
Download Preamble for Architects